TGE-23 is a high performance hot work steel which offers a very good resistance to heat checking, cracking, hot wear and plastic deformation.
Smelting method : EAF+LF+VD+ESR+VMR
Main Characteristics : High ductility, high thermal fatigue resistance, high thermal erosion resistance, high isotropic property, high purity and small heat treatment distortion.
Major Applications : Mainly used for processing of light alloy - metal pipes, rods, extruded carrier rods, molds, and extruded molds, etc.
Pressure casting equipment, molded trimming die, compression moulding inserts, etc.
Hot shearing blades, plastic molds, etc.
Equivalent Grade from UDDEHOLM / DIEVAR
Chemical constituent (%) :
| C | Si | Mn | Cr |
| 0.37 | 0.3 | 0.4 | 5.0 |
| Mo | V | P | S |
| 2.2 | 0.45 | ≤0.015 | ≤0.001 |
Physical Property :
| Room temperature density (kg/m³) | Specific heat of room temperature (J/Kg.K) | 200°C thermal conductivity (W/m.K) |
| 7.85 | 460 | 29.7 |
| Elastic mouldsus (N/nm²) | Linear Expensivity (x10-6K) 20 ~ 200°C
20 ~ 400°C
|
| 215,000 |
12
12.5
|
Ultrasonic flaw detection :
As per GB/T4 162 Class AA flaw detection, i.e., flat bottom hole ≤Φ 1mm, no flaw detection noise wave shall appear or please comply with customer regulation.
Purity :
| Class A | Class B | ||
| Fine | Coarse | Fine | Coarse |
| 1.0 | 0.5 | 1.5 | 1.0 |
| Class C | Class D | ||
| Fine | Coarse | Fine | Coarse |
| 1.0 | 1.0 | 1.5 | 1.0 |
Delivery State :
(1) Delivery hardness: delivery under annealing state, delivery hardness ≤229HB;
(2) Organization state and impact power requirement: the organization and segregation shall comply with North American Die Casting Association No. 207 criterion;
(3) Impact power sample; please sample according to the central part of steel. The samples shall be treated according to criterions in North American Die Casting Association, making sure that hardness of samples at 45±2HRC. Dimension of sample: 7*10*55. Gapless.
| Specification (diameter, thickness mm) | Average impact power at the center part not less than (J) | Minimum impact power per sample not less than (J) |
| > 60~200mm | 380 | 350 |
| > 201~300mm | 350 | 300 |
| > 01 | 300 | 250 |
Supply Specification :
| Product Name | Specification/mm | Material |
| Forged round bar | Φ 71~810 | TGE 23 |
| Forged module | (120~400) x (300~800) | TGE 23 |
| Rolled round bar | Φ 14.5~70 | TGE 23 |
| Rolled flat bar | (12~120) x (200~810) | TGE 23 |
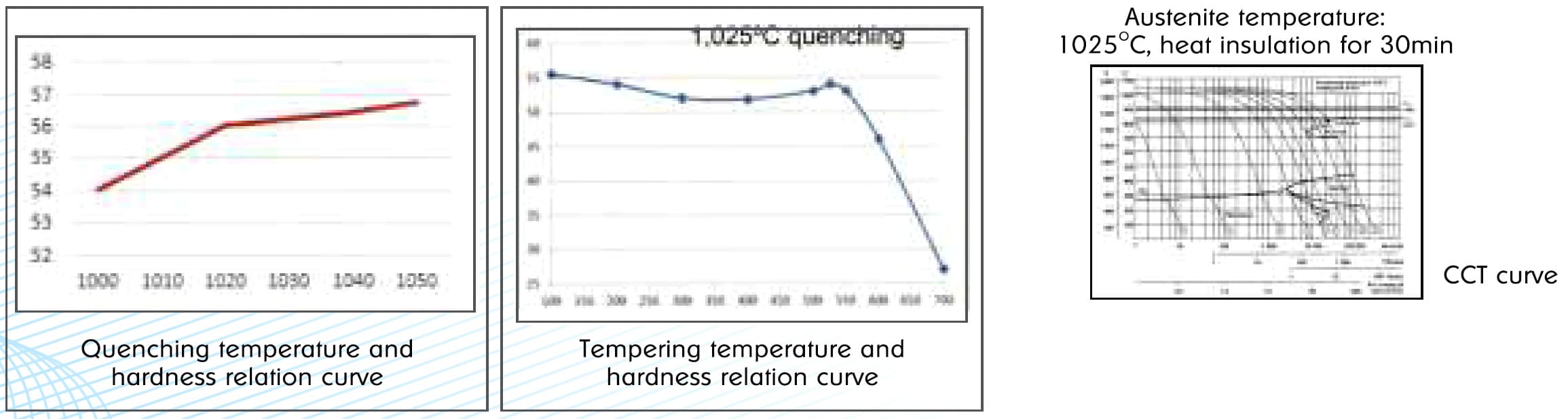
Thermal Treatment :
| Softening annealing | Quenching |
| Heating to 850°C for heat insulation; cooling to 600°C at 10°C/h air cooling. | 1,020~1,040°C quenching; high speed gas quenching or hot oil cooling |
| Tempering |
| Selecting tempering temperature according to hardness requirements; please conduct tempering for 3 times; prevent tempering under 450~550°C. |